

Mașină CNC cu scânteie de oglindă
Tabel de parametri
Tabelul parametrilor de capacitate
| Articol | Unitate | Valoare |
| Dimensiunea mesei (lungime × lățime) | mm | 700×400 |
| Dimensiunea internă a rezervorului de lichid de procesare (Lungime × Lățime × Înălțime) | mm | 1150×660×435 |
| Interval de reglare a nivelului lichidului | mm | 110–300 |
| Capacitatea maximă a rezervorului de lichid de procesare | l | 235 |
| Deplasare pe axele X, Y, Z | mm | 450×350×300 |
| Greutatea maximă a electrodului | kg | 50 |
| Dimensiunea maximă a piesei de prelucrat | mm | 900×600×300 |
| Greutatea maximă a piesei de prelucrat | kg | 400 |
| Distanța minimă și maximă de la masa de lucru la capul electrodului | mm | 330–600 |
| Precizie de poziționare (standard JIS) | μm | 5 μm/100 mm |
| Precizie de poziționare repetată (standard JIS) | μm | 2 μm |
| Dimensiunea totală a mașinii-unelte (Lungime × Lățime × Înălțime) | mm | 1400×1600×2340 |
| Greutate aprox. a mașinii (Lungime × Lățime × Înălțime) | kg | 2350 |
| Dimensiune contur (Lungime × Lățime × Înălțime) | mm | 1560×1450×2300 |
| Volumul rezervorului | l | 600 |
| Metoda de filtrare a fluidului de prelucrare | A | Filtru cu miez de hârtie interschimbabil |
| Curent maxim de prelucrare | kW | 50 |
| Putere totală de intrare | kW | 9 |
| Tensiune de intrare | V | 380V |
| Rugozitatea optimă a suprafeței (Ra) | μm | 0,1 μm |
| Pierdere minimă a electrodului | - | 0,10% |
| Proces standard | Cupru / oțel, micro cupru / oțel, grafit / oțel, oțel tungsten / oțel, micro cupru tungsten / oțel, oțel / oțel, cupru tungsten / aliaj dur, cupru / aluminiu, grafit / aliaj rezistent la căldură, grafit / titan, cupru / cupru | |
| Metoda de interpolare | Linie dreaptă, arc, spirală, pistol de bambus | |
| Diverse compensații | Compensarea erorii de pas și compensarea decalajului sunt efectuate pentru fiecare axă | |
| Număr maxim de axe de control | Trei axe cu trei articulații (standard), patru axe cu patru articulații (opțional) | |
| Diverse rezoluții | μm | 0,41 |
| Unitate de acționare minimă | - | Ecran tactil, disc U |
| Metodă de introducere | - | RS-232 |
| Mod de afișare | - | LCD de 15″ (TET*LCD) |
| Cutie de control manuală | - | Inching standard (comutare pe mai multe niveluri), auxiliar A0~A3 |
| Mod de comandă a poziției | - | Atât absolut, cât și incremental |
Introducere exemplu
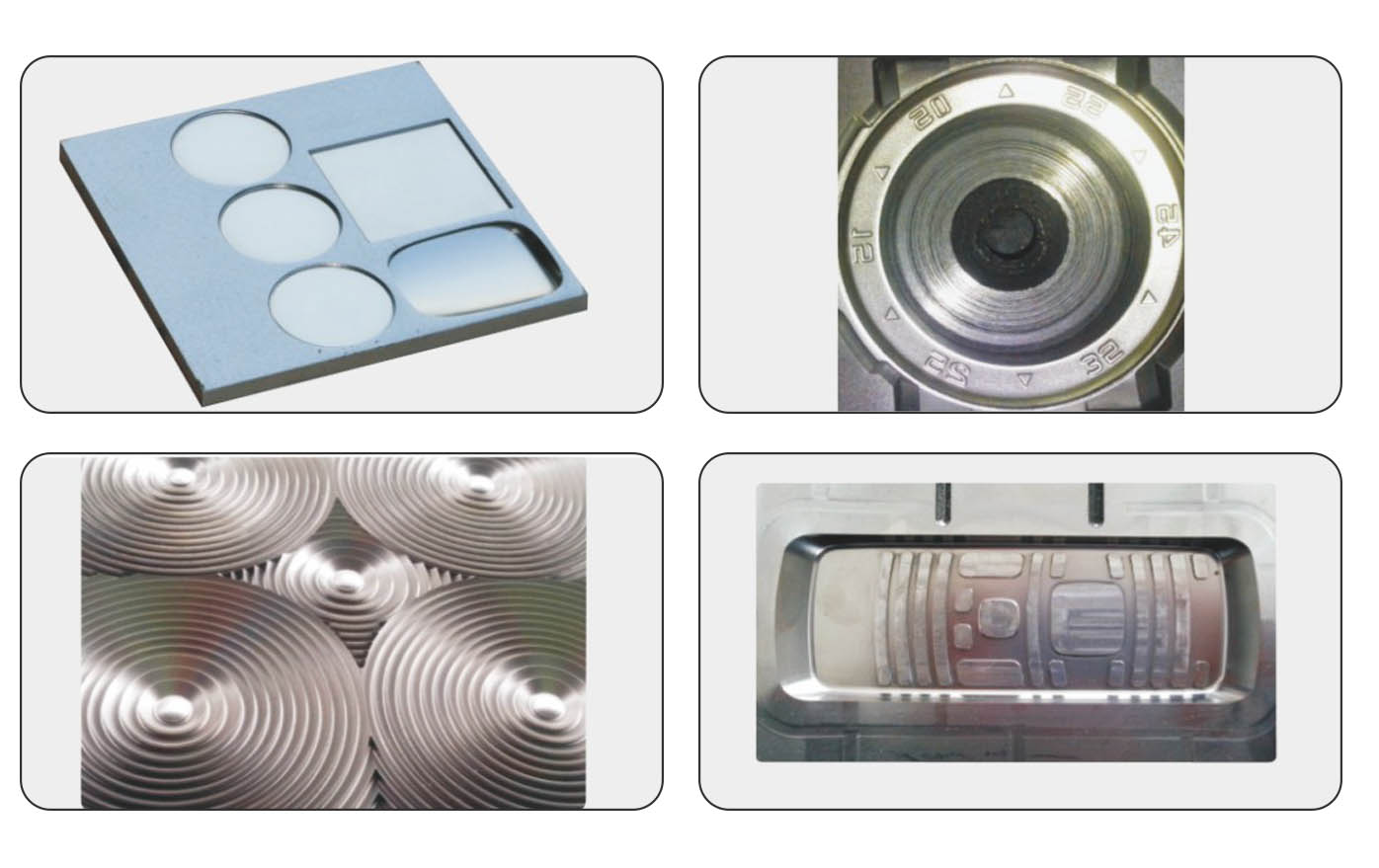
Exemple complete de procesare (finisaj oglindă)
| Exemplu | Modelul mașinii | Material | Dimensiune | Rugozitatea suprafeței | Caracteristicile de procesare | Timp de procesare |
| Finisaj oglindă | A45 | Cupru – S136 (Importat) | 30 x 40 mm (Eșantion curbat) | Ra ≤ 0,4 μm | Duritate ridicată, luciu ridicat | 5 ore și 30 de minute (Eșantion curbat) |
Matriță pentru carcasă de ceas
| Exemplu | Modelul mașinii | Material | Dimensiune | Rugozitatea suprafeței | Caracteristicile de procesare | Timp de procesare |
| Matriță pentru carcasă de ceas | A45 | Cupru – S136 călit | 40 x 40 mm | Ra ≤ 1,6 μm | Textură uniformă | 4 ore |
Matriță pentru lame de ras
| Exemplu | Modelul mașinii | Material | Dimensiune | Rugozitatea suprafeței | Caracteristicile de procesare | Timp de procesare |
| Matriță pentru lame de ras | A45 | Cupru – NAK80 | 50 x 50 mm | Ra ≤ 0,4 μm | Duritate ridicată, textură uniformă | 7 ore |
Matriță pentru carcase de telefon (prelucrare cu pulbere mixtă)
| Exemplu | Modelul mașinii | Material | Dimensiune | Rugozitatea suprafeței | Caracteristicile de procesare | Timp de procesare |
| Mucegai pentru carcasă de telefon | A45 | Cupru – NAK80 | 130 x 60 mm | Ra ≤ 0,6 μm | Duritate ridicată, textură uniformă | 8 ore |
Scrie mesajul tău aici și trimite-l nouă



